Simple example
A start/stop circuit shows Ladder Logic clearly.
One of the most common beginner examples is a motor start/stop circuit. The idea is simple: press the start button and the motor output turns on. Press the stop button and the motor output turns off.
In a real system, there would usually be more conditions. The PLC might also check an emergency stop circuit, a safety relay, an overload, a guard switch or a machine-ready signal. But the basic principle remains the same: the rung only allows the output when the required conditions are true.
|----[ Start PB ]----[/ Stop PB ]----[/ Fault ]----( Motor Contactor )----|
| |
|----[ Motor Contactor ]---------------------------------------------------|
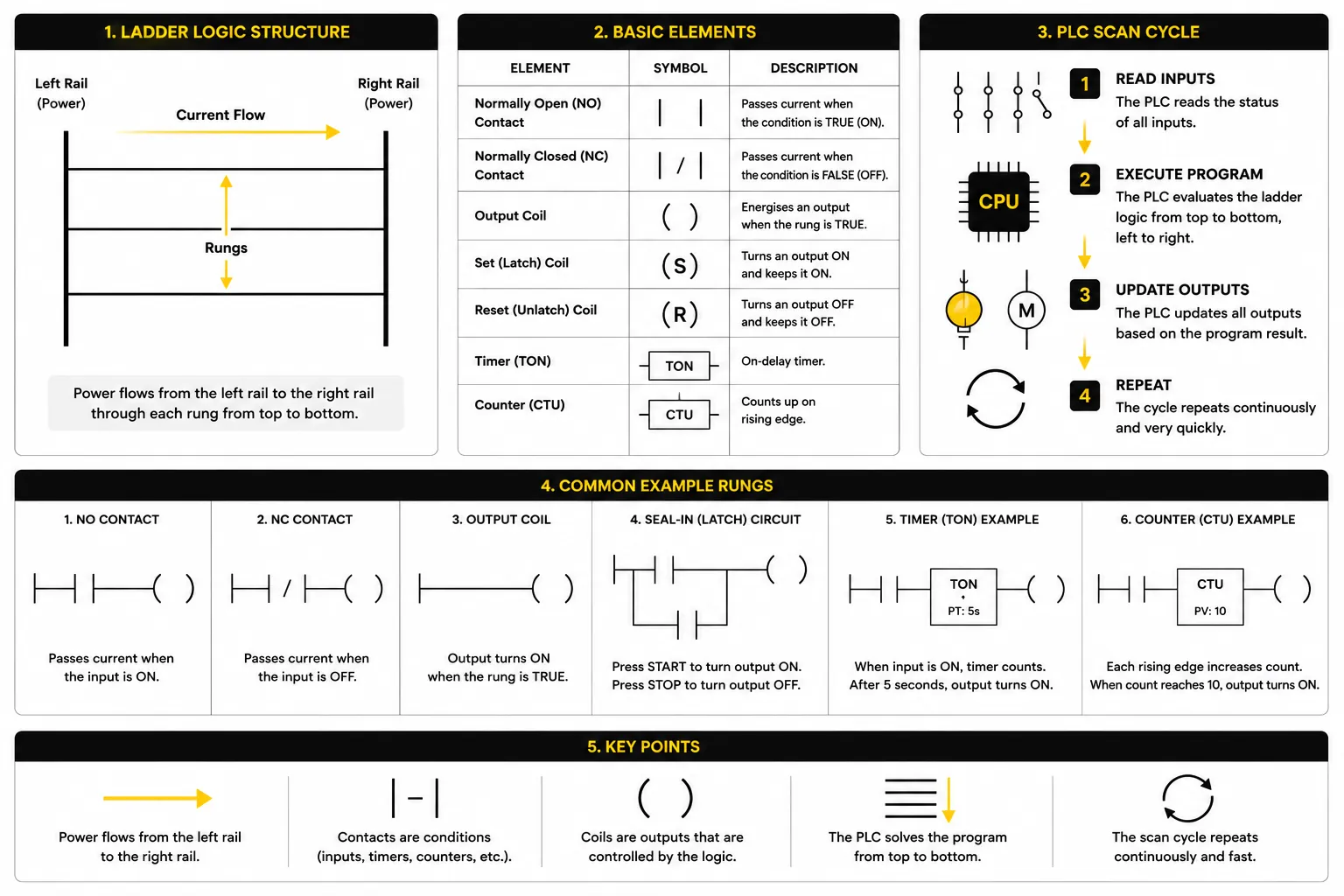
The extra contact linked to the motor output is often called a seal-in or latch contact. It keeps the motor running after the start button is released, until a stop or fault condition breaks the rung.